

Speed Error Compensation
By measuring the ecentric error of the spindle, the thermal deviation and the temperature variations as input data of the compensation model. The thermal compensation system is garanteed to improve the accuracy of the spindle. Around 0.015mm error which caused by centrifugal force right when the spindle ramps up. However, this doesn’t relate to temperature and can’t be measured by thermal sensor.
TAKUMI had developed a function of thermal compensation on spindle and applied to our verticle machining centers, high speed bridge type machining centers and 5-axis machining centers. The test was performed on a high speed bridge type machining center H12E. The result shows a tramendous difference without compensation and with thermal sensor compensation.
+Machine : TAKUMI H12E
+Control : FANUC
+Spindle : Built-in spindle at 20000RPM (PT100 thermal sensors are installed)
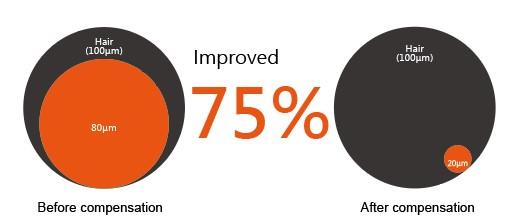
The maximum spindle thermal displacement is 80μm without machine warm- up and without any compensation.
On the other hand, we established thermal error models to predict thermal errors by reading the PT100 temperatures of the critical points in real time. Even if the external environmental temperature varies, after running 2 hours without warm-up the machine, the result shows maximum spindle thermal error was only 20μm. The displacement has greatly improved 75%.
In the next technicle article, we will reveal the most effective compensation method with you. Want to know more about how to control spindle thermal error? Stay up to date with our latest technicle blogs and subscribe our newsletter or follow our Facebook, Instagram, LinkedIn!






