

對工具機而言,主要熱變位是由主軸熱變位、結構熱變位與進給軸熱變位所形成。對於不可避免的熱量,則可透過預測 (如溫升、位移等) 運用補償方法,來減少熱源所帶來的熱變形影響,使加工精度保持穩定。本篇將介紹第四種最能有效解決主軸熱變位的獨門絕技。
位移感測器
高速內藏主軸,較容易受外界干擾(例如切削液、氣體擾流與主軸冷卻系統等因素的影響),透過於主軸鼻端加裝位移感測器,測量由於機械運動和熱伸長引起的軸向運動,可精準、真實測量主軸的位置,向機台 CNC 提供模擬信號,進行Z軸補償。
為了驗證主軸溫補機能於實際切削加工時的效益,我們在 TAKUMI 高速門型模具加工機 H10 做了以下工件切削,比較無補償,與溫差式補償加裝位移感測器的差異。
此機台主要配備如下 :
+控制器 HEIDENHAIN
+內藏式主軸 20000RPM (加裝位移感測器與 PT100 溫度感測器)
+封閉式三軸光學尺 (HEIDENHAIN)
+主軸水冷機
+切削冷卻液定溫系統
使用同一支刀具以切削進給率 Fc 750mm,主軸轉速由 S 4000RPM 至 S 20000RPM 間變化,在 3 個小時內完成 39 個區塊的切削,前後分別做了關閉、開啟主軸溫補機能共 2 次加工,三次元量測數據如下表:

實機切削結果顯示,加裝位移感測器條件下做主軸溫度補償後,整體平均誤差大幅度的改善了 87.5%。

匠澤 TAKUMI 在主軸熱變位累積了大量豐富的經驗與純熟的技術,已淬鍊出最有效率的控制技術,並廣泛的應用在我們所生產的各式立式加工中心機、高速龍門加工中心機及五軸加工機。
實際切削工件照片中明顯看出補償前後的差異。補償前,不同區塊間的接縫明顯。而補償後的工件,因誤差小,接縫間較不明顯,段差小。
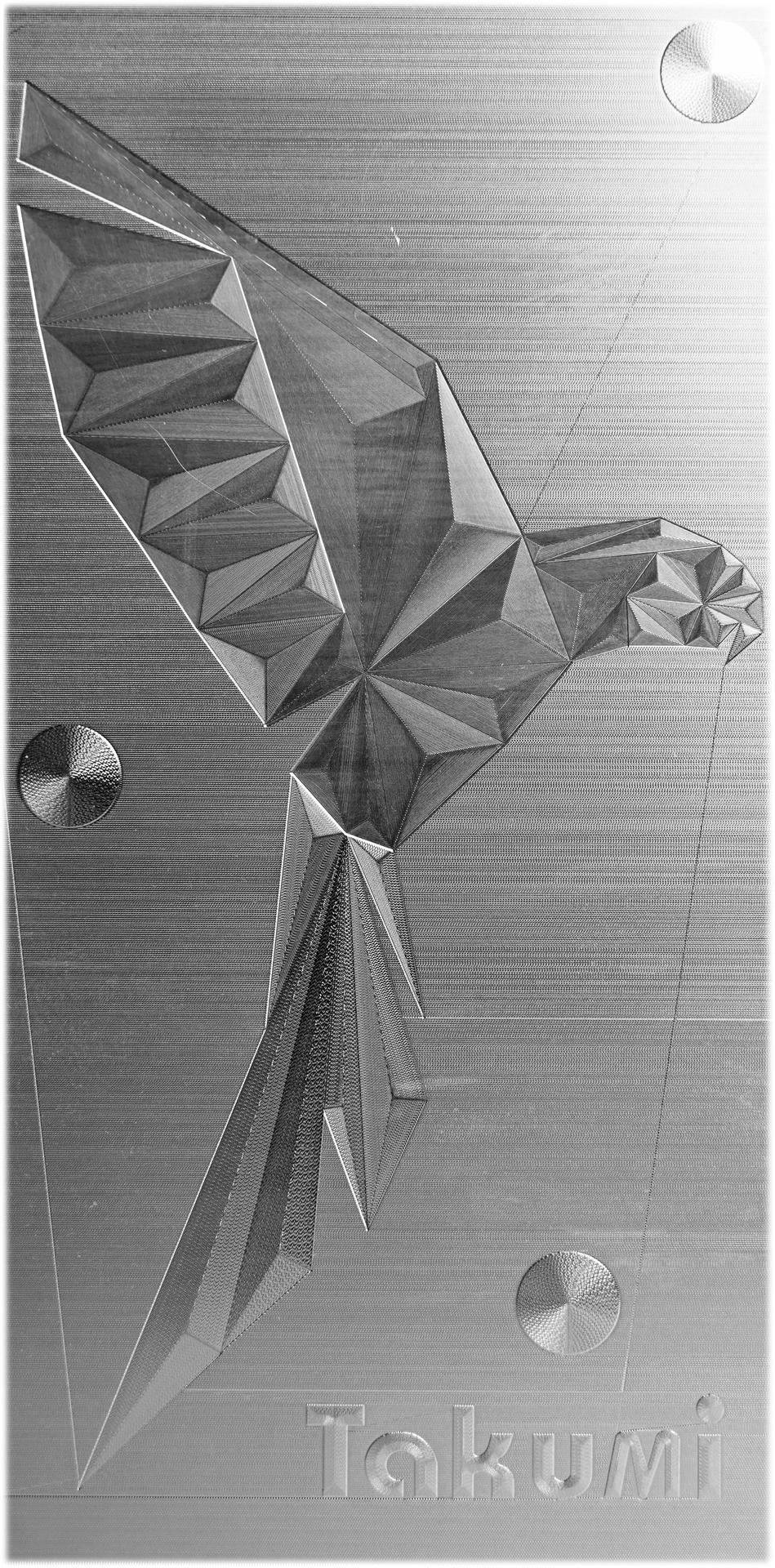
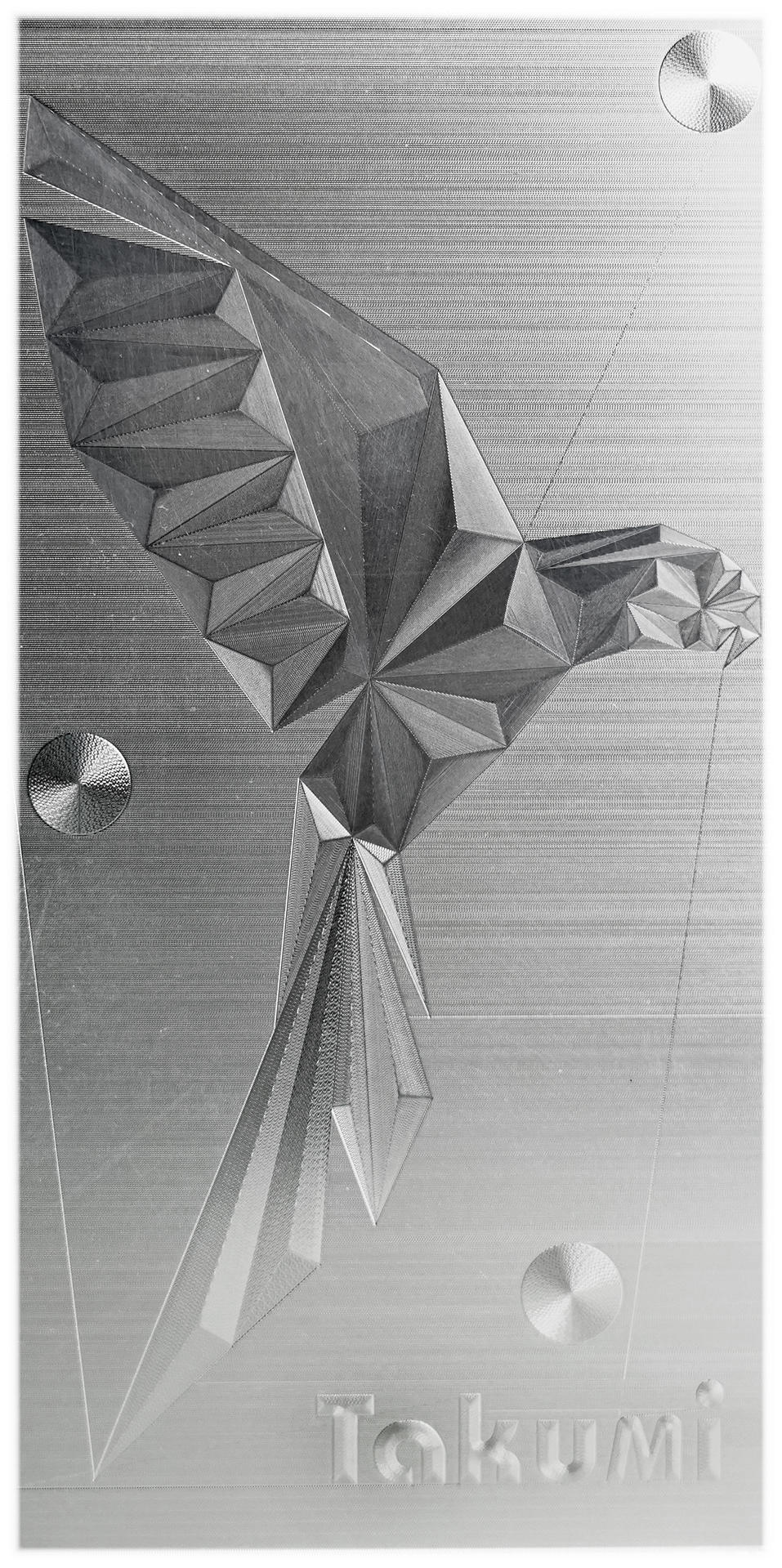
(補償前) (補償後)
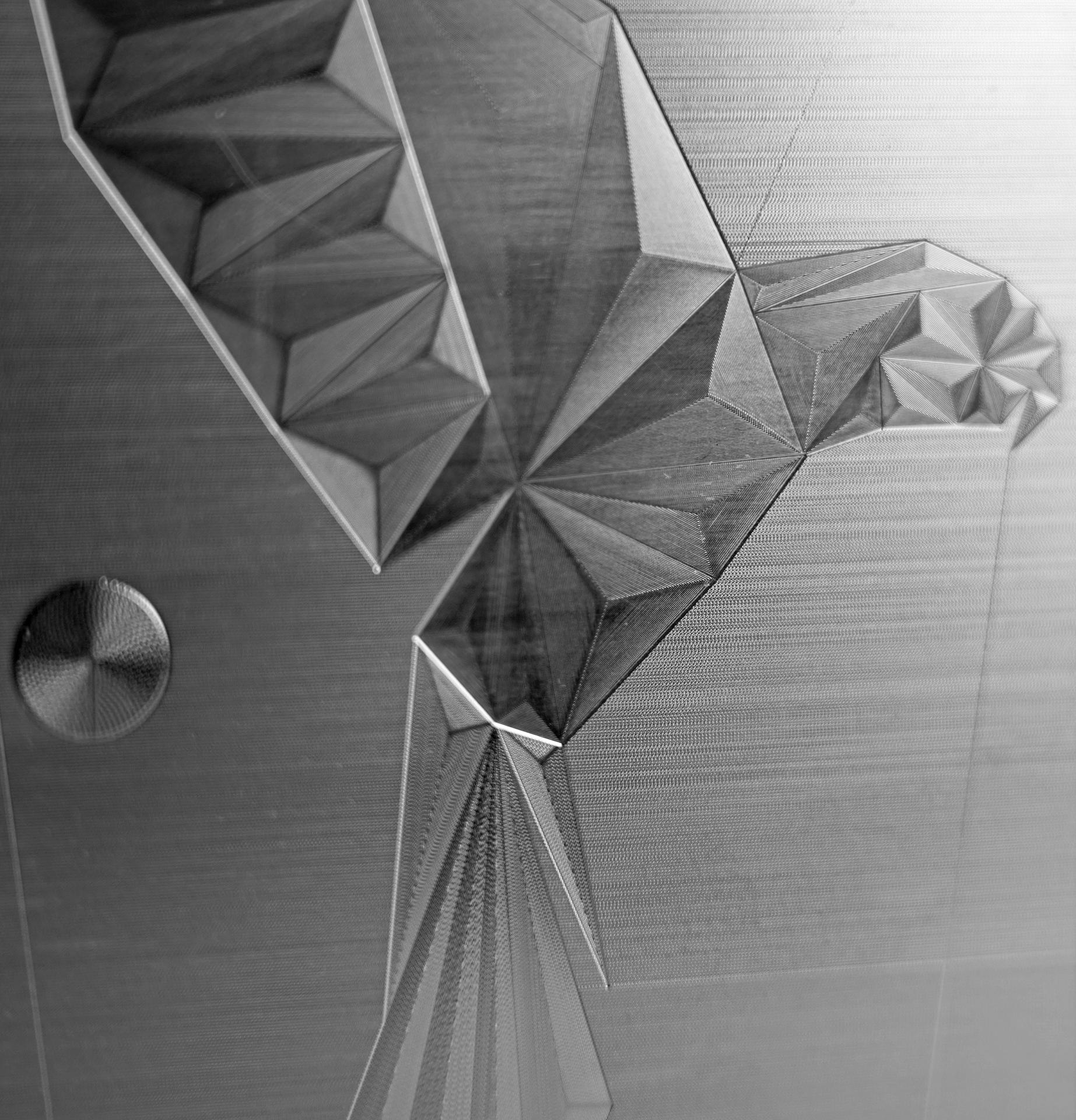
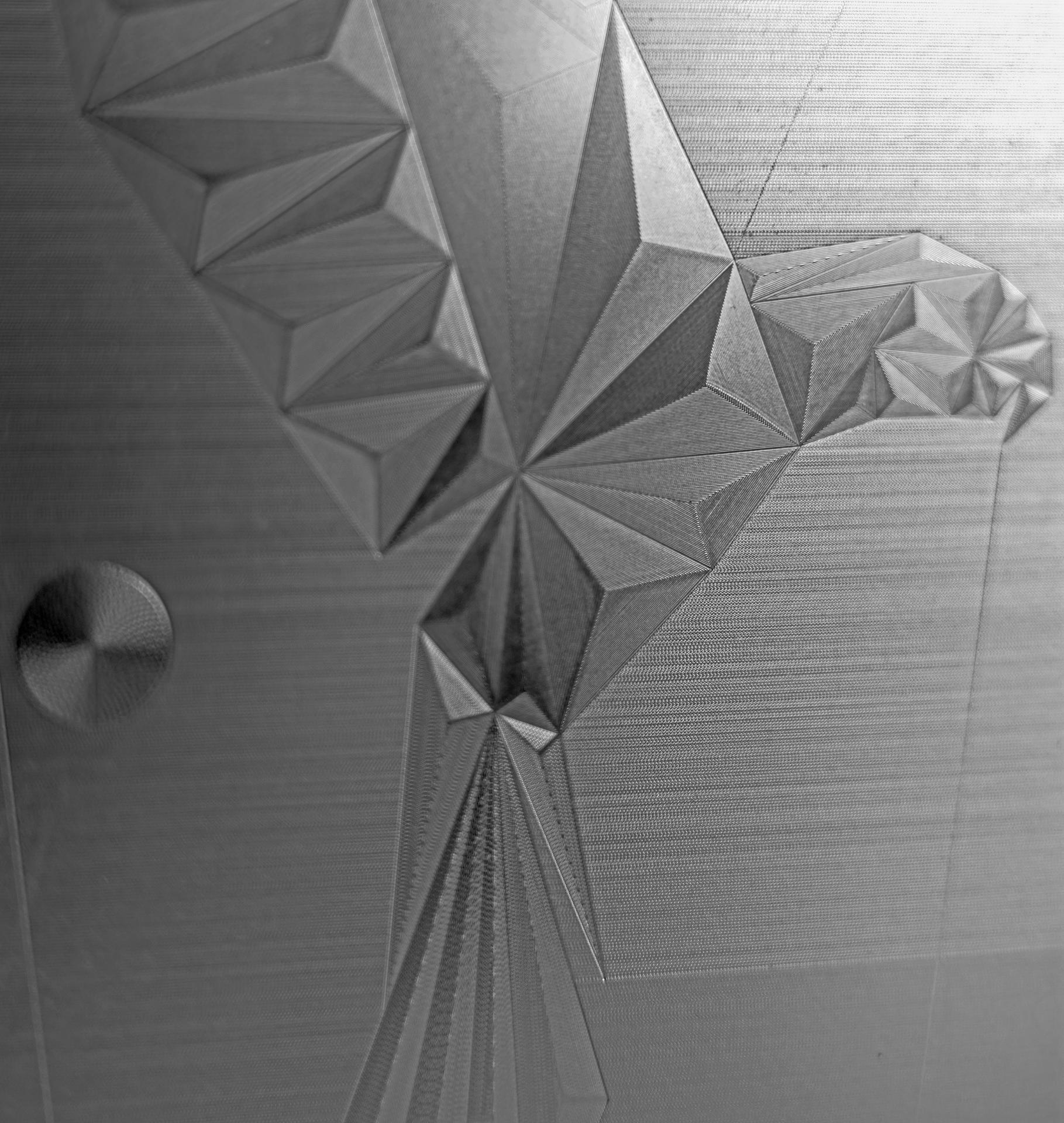
(補償前) (補償後)
運用多個感測器,將感測器蒐集到的資料作分析,透過匠澤 TAMUMI 建立的補償模型,預測熱變位量,接著進行正確的熱變位補償,實現高精度加工並且將工具機的價值發揮到極致。
匠澤 TAKUMI 的熱補償技術能帶給您的效益 :
+機台無須暖機
+加工精度高,可大幅節省重工的成本與時間
+機台在長時間加工下,仍有高加工穩定度
+高精度切削表現
想第一手獲得匠澤 TAKUMI 分享最新的技術小短文? 立刻免費訂閱我們的電子報,或追蹤我們的 Facebook、Instagram、LinkedIn!






